



This 4 jaw power chuck key benefits is its high repeatability, ensuring that workpieces are consistently positioned with exceptional accuracy after each cycle.
the 4 jaw power chuck provides high clamping force, which allows it to securely hold workpieces even under heavy machining conditions.
Another notable advantage of the Four jaw power chuck is its versatility in clamping special-shaped workpieces. The independent adjustment of each jaw allows the chuck to accommodate a wide range of irregularly shaped or non-circular workpieces that standard chucks might struggle with.
|
Model
|
spec.
|
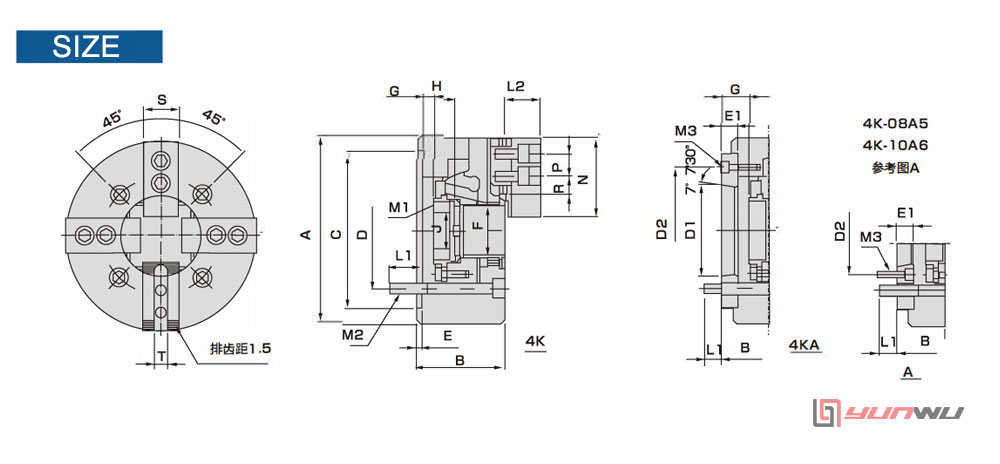
A
|
B
|
C
(H6) |
D
|
D1
|
D2
|
E
|
E1
|
F
|
G
|
H
|
J
|
||||
|
MAX
|
MIN
|
||||||||||||||||
|
4K-06
|
A5
|
169
|
81
|
91
|
140
|
104.8
|
82.56
|
116
|
5
|
15
|
45
|
11
|
26
|
-1
|
14
|
19
|
20
|
|
4K-08
|
A5
|
210
|
91
|
109
|
170
|
133.4
|
104.8
|
23
|
52
|
14.5
|
37.5
|
-1.5
|
21.5
|
20.5
|
30
|
||
|
A6
|
103
|
106.38
|
150
|
17
|
31.5
|
15.5
|
|||||||||||
|
4K-10
|
A6
|
254
|
100
|
120
|
220
|
171.4
|
133.4
|
25
|
75
|
8.5
|
33.5
|
-10.5
|
14.5
|
20
|
45
|
||
|
A8
|
113
|
139.72
|
190
|
18
|
26.5
|
7.5
|
|||||||||||
|
Model
|
spec.
|
L1
|
L2
|
M1
|
M2
|
M3
|
N
|
P
|
R
|
S
|
T
|
||
|
MAX
|
MIN
|
||||||||||||
|
4K-06
|
A5
|
16
|
16
|
37
|
M55X2
|
4-M10
|
3-M6
|
73
|
20
|
22.8
|
9.3
|
31
|
12
|
|
4K-08
|
A5
|
20
|
17
|
38
|
M60X2
|
4-M12
|
6-M10
|
95
|
25
|
29.8
|
14.8
|
35
|
14
|
|
A6
|
18
|
3-M6
|
|||||||||||
|
4K-10
|
A6
|
22
|
43
|
M85X2
|
4-M16
|
6-M12
|
110
|
30
|
33.8
|
14.3
|
40
|
16
|
|
|
A8
|
24
|
3-M8
|
|||||||||||
|
Model
|
spec.
|
Wedge heart
stroke(mm) |
Jaw stroke
diameter(mm) |
Maximum allowable
push-pull force KN(kgf) |
Maximum clamping
force KN(kgf) |
Maximum rotational
speed(r/min) |
Clamping range(mm)
|
Inertia
Kg.m² |
Weight
(Kg) |
Recommended cylinder
|
Maximum operating
pressure Mpa(kgf) |
|
|
4K-06
|
A5
|
12
|
5.5
|
21.5(2200)
|
56.8(5800)
|
6000
|
15-168
|
O.O6
|
11.9
|
13.7
|
KY-646
|
2.8(28)
|
|
4K-08
|
A5
|
16
|
7.4
|
34.3(3500)
|
85.8(8750)
|
5000
|
13-210
|
0.18
|
22.5
|
25.4
|
TK-852
|
2.8(28)
|
|
A6
|
23.6
|
|||||||||||
|
4K-10
|
A6
|
19
|
8.8
|
42.6(4380)
|
110.7(11300)
|
4200
|
31-254
|
0.33
|
34.5
|
41.5
|
KY-1075
|
2.7(27)
|
|
A8
|
40
|
|||||||||||
Operating a 4 Jaw Power Chuck involves several steps: first, ensure the chuck is properly mounted on the lathe. Next, open all jaws to insert the workpiece, then tighten each jaw individually until the workpiece is held firmly. After securing the workpiece, it's important to check for runout before starting the machining process. Adjustments may be needed to achieve optimal centering and stability.






Get A Quote
Get A Free Consultation
Please feel free to get in touch using the form below.We shall reply within the following 24hrs.